
MASON Shear Studs
Types of Stud Welding
Three major types of stud welding are equally as effective. Deciding which to use depends on weld requirements, materials, and applications.
Drawn Arc and Short-Cycle Welding Studs
Drawn Arc Threaded and Unthreaded Studs are recommended for fastening applications where threads are needed for the full fastener length. Threaded studs are available in thread diameters of M6 through M24. Fully threaded studs have a short length of pitch diameter weld base. Most of this length is melted off during the stud welding process so that usable thread extends down to the top of the weld flash on installed studs. Studs conform to AWS D1.1 and ISO 13918 and studs are available in Low carbon mild steel and Stainless steel. All threaded arc studs have a solid flux load.
Drawn Arc (DA) welding is far more versatile and adaptable in terms of the materials and diameters that can be welded. For example, if you are working with a thicker parent material (> 2 mm) and it is rusted or coated, DA is the stud welding method that works effectively and accurately with thicker or less-pristine metals, also in weld through deck application.
Similarly, if requirements involve a stud weld of a larger diameter, this is most likely the one that should be used.
For DA welding, the current and weld times are pre-set according to the diameters being welded. Placing the stud onto a plate or metal sheet triggers a pilot arc of electricity. The stud is lifted to a pre-set height to create the main arc which causes the stud’s pointed weld end to melt into a molten pool. Return pressure on the weld gun pushes the stud into the pool to fuse the stud and metal sheet. A ferrule holds the stud in place and shapes the weld, but is chipped away once the weld is complete.
There is a range of welding machines and products to choose from for DA welding, including some that handle studs larger than 25 mm in diameter or larger. The proper equipment for any application depends on how accessible and maneuverable the welder must be, the current needed, the base stud diameter, and the required welding rate.

A. Stud is loaded into the weld tool and properly positioned against the base metal
B. Trigger is depressed; stud lifts, creating arc
C. Arcing period completed and stud is plunged into molten pool
D. Weld is complete, weld tool is withdrawn and ferrule removed for inspection
Short-cycle studs are designed to be welded to thin gauge sheet metal using the Stored Arc Method of stud welding, or a transformer/ rectifier power control source in the short-cycle mode. These applications generally provide a weld bond that is greater than the strength of sheet to which they are welded. Stored arc studs have a flanged weld base that is about 1mm greater than the nominal stud diameter. The flange allows automatic stud feeding for increased production speeds and also increases the stress area on the sheet.
Short-cycle (SC) welding is practically the same as DA but even faster. Studs can be welded to a parent material in 10 to 100 milliseconds.
SC welding uses a combination of the CD and DA processes, so it can be used with thicker and more imperfect materials than CD, but not as thick materials and studs as DA can tolerate. SC welding may be suitable for those with smaller budgets, as the equipment and tools are less expensive than those used for DA.
The SC process, like DA, requires a weld time and current to be pre-set according to the stud diameter. Similar to CD, the studs have a weld pip, which is placed on the parent material, causing a pilot arc of electricity. Once the stud is lifted to the pre-set height, the main arc melts the surface of the metal sheet and weld pip to create a molten pool. As with the other processes, return pressure pushes the stud and sheet together to form the secure fastening.

A. Stud is loaded into the weld tool and properly positioned against the base metal
B. Trigger is depressed; stud lifts, creating arc
C. Arcing period, stud begins to plunge
D. Stud is plunged into molten pool
E. Weld is complete, weld tool is withdrawn and ferrule removed for inspection




CFL Fully Threaded Studs CPL Partially Threaded Studs Metric NBL Metric TBL
No Thread Studs Internally Threaded Studs


“W” Top Wide Flange Stud ATC, ATS, ATA
Threaded Stored Arc Studs (Short-Cycle Studs)
Capacitor Discharge Welding CD Studs
Capacitor Discharge Studs are designed to be welded to thin sheet material by the initial “gap” or “contact” method of stud welding using tip ignition according to the capacitor weld discharge process. These application generally provide a weld bond strength that is greater than the strength of the thin base material to which they are welded. CD studs are available in stud diameters of M3 through M10. Stud materials are available in Low carbon mild steel, Stainless steel and aluminium. Some material may be available by special order.
Capacitor-Discharge (CD) welding is a common stud welding process recommended for instances where weld joints must be practically flawless and reverse marking needs to be kept to an absolute minimum for appearance’s sake. It is highly effective on clean and flat parent materials such as mild steel, stainless steel, and aluminium.
CD welding works with materials at least 0.7 mm thick, so it is the best option for thin parent materials. CD is more restrictive than the other processes in terms of the diameter of the stud that can be welded. Smaller-diameter studs (1 mm) are required for effective and reliable welds.
CD is not as versatile as the other types of stud welding. Therefore, if your parent material is dirty, coated, or bent, the better choice might be Drawn Arc (DA) welding.
Despite CD welding not being as tolerant to imperfections on parent material as other welding types, it is inexpensive and fast (hence its popularity).
CD welding involves capacitors set to certain pre-set voltages depending on the stud diameter and parent thickness. The stud is placed so that the weld pip, a small bit of metal on the bottom of CD studs, touches the parent materials. That way, an electrical current discharged through the metal sheet and stud heats both to their melting points and forms a molten pool. Spring in the welding gun then pushes the stud into the melted surface area of the parent material to fuse the two parts.
To make long-lasting stud welds, the CD equipment needed is lightweight, easy to use, and will not take up much space.
There are several factors to keep in mind when choosing CD gear, including how light the welder is, how hard is it to use, the recharge time for the equipment, the welding speed, and its flexibility. Different factors may be more of a priority when choosing CD equipment depending on the anticipated tasks.

A. Stud is loaded into the weld tool and properly positioned against the base metal
B. Trigger is depressed; tip ignites establishing arc
C. Arcing period, stud begins to plunge
D. Stud is plunged into molten pool
E. Weld is complete, weld tool is withdrawn for inspection




TUTC, TUTS, TUTA: TFTC, TFTS, TFTA: TFNC, TFNS, TFNA: TPC, TPS, TPA:
Unflanged CD Studs Flanged CD Studs Flanged Unthreaded CD Studs Single Pointed Insulation Pin


Rectangular/Square Impression Clip Round Impression Clip
Speed Clips for Insulation Pin Studs
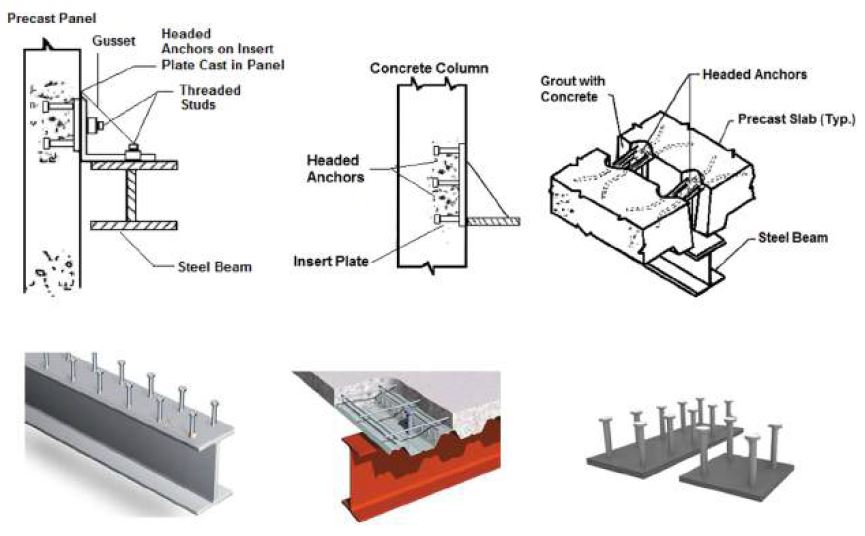
Headed Concrete Anchor and Shear Connector
MASON Headed Concrete Anchor and Shear Stud deliver code specified shear strength values as used in composite construction, securing concrete to steel structural components.
Headed Concrete Anchors are widely used in precast, cast in place or composite steel construction for miscellaneous embedded plates, frames, curbing, attachments and connections.
Shear connectors are typically used in composite steel construction for holding concrete slabs to steel members to resist shear forces and increase shear loading capacity in steel buildings, bridges, columns caissons, containment liners, etc. They also act as embedment anchors on miscellaneous embedded plates, frames, angles, strip plates, attachments and connections. Options for Welding Through Metal Deck are available for all studs.

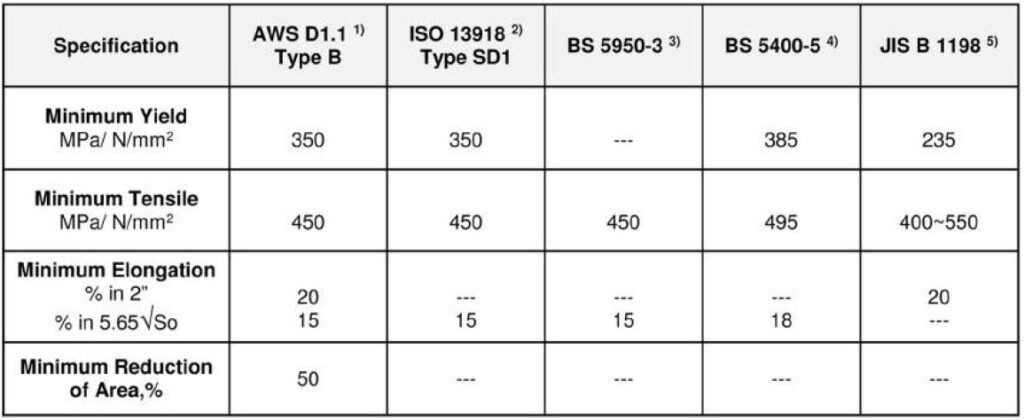
PRODUCT SPECIFICATION STANDARDS:
AWS D1.1 Type B: Structural Welding Code – Steel Studs
ISO 13918: Type SD1 Studs and Ceramic Ferrules
BS 5950-3: Shear Connectors for Buildings
BS 5400-5: Shear Connectors for Composite Bridges
JIS B 1198: Headed Studs

Headed Concrete Anchor

Shear Connector

BWL: Before Weld Length
AWL: After Weld Length
*Part No: Special Order
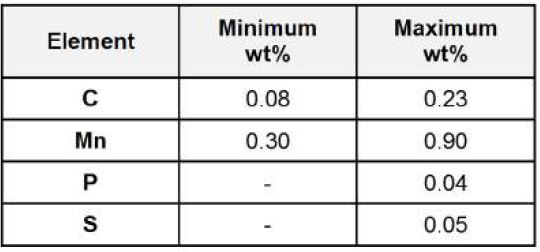
Chemical and Mechanical Properties of Shear Connectors
MASON studs are made of one of the following materials, as specified on individual specifications sheets. Test reports of chemical properties and physical properties are available upon request. All mechanical and chemical properties are independent of stud size and shape.
1) International Organization for Standardization – Welding-Studs and Ceramic Ferrules for Arc Stud Welding
2) American National Standard Institute/ American Welding Society Structural Welding Code Steel
3) British Standards Institution, Part 3. Design in Composite Construction, Section 3.1 Code of Practice for Design of Simple and Continuous Composite Beams
4) British Standards Institution, Part 5. Steel, Concrete and Composite Bridges, Code of Practice for Design of Composite Bridges
5) Japanese Industrial Standard for Headed Studs
Notes:
In BS 5950 and BS 5400 Standards, mechanical properties are tested on “Full Diameter Cold Drawn Wire” prior to cold heading while “Full diameter finished stud” are tested for AWS D1.1, ISO13918 and JIS B 1198 standards.
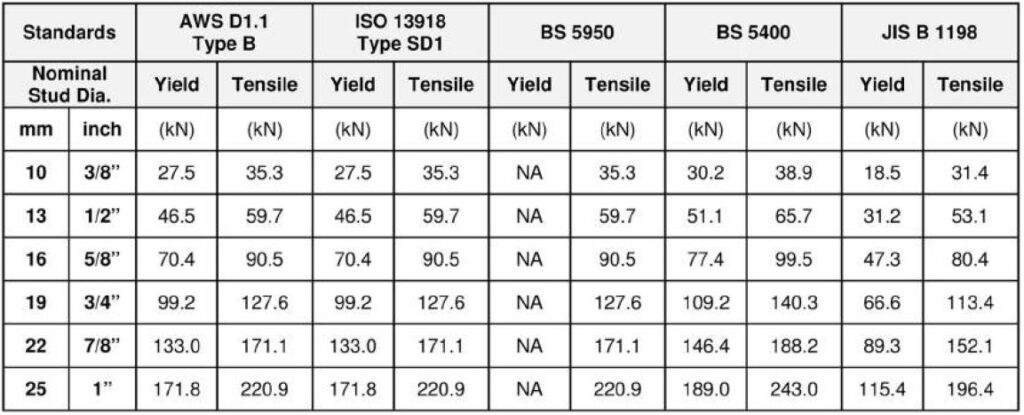
Characteristics Tension Capacity
The following data are presented as guidelines only and are based on minimum steel tensile and yield strength. Appropriate safety factors should be applied based on actual use. For more information, consult FASTEN ENTERPRISES’ Technical Department.
Shear Capacity in Concrete Information
Headed anchors embedded in concrete with an embedment length more than four times their diameter are capable of developing full shear capacity. Spacing is not as sensitive in shear as it is in tension. Spacing four times diameter between studs in a plane perpendicular to the shear force and six times diameter in the direction of the shear force is generally adequate to develop full-stud capacity. For more information, consult FASTEN ENTERPRISES’ Technical Department.
Ceramic Ferrules for Various Applications & Weld Positions
Standard Ferrules
Ceramic ferrules are an essential part of the standard drawn-arc welding process. They are designed to encircle the weld stud to protect the weld arc and limit it to a specific area of the base material. They also contain the molten weld metal and act as a mold to give a uniform shape to this metal, also called the weld flash. The term, weld flash, is used to distinguish the weld metal at the base of a stud from the weld metal deposited by other arc welding processes.


Special Ferrules for Welding Through Metal Deck
Nelson completed the cycle by developing the equipment and ceramic ferrules to reliably weld shear connector studs to beams, through metal deck, cellular decks, and single decks, with commercial grade (1-1/4 oz. per square foot) galvanized coatings.


Special Ferrules for Welding to Vertical Surfaces
When welding to a vertical surface, gravity causes molten metal to flow to the bottom side of the ferrule. There is an increased tendency towards metal loss through the ferrule vents, and it is more difficult to displace the metal to the top of the weld. This is important for the development of a full flash is formed. Ferrules specifically designed for vertical plate stud welding have blocked vents at the bottom of the ferrule cavity and other features to prevent weld melt loss, and deposit more of the fillet metal at the top of the weld.


Special Concave Ferrules for Welding to Curved Surfaces
For many applications, studs must be welded to the outside of curved surfaces of cylinders, tubes, pipes, or formed metal parts. In order to achieve good weld results when stud welding to a convex surface, the ferrule must fit both the stud diameter and the curve of the basic material.

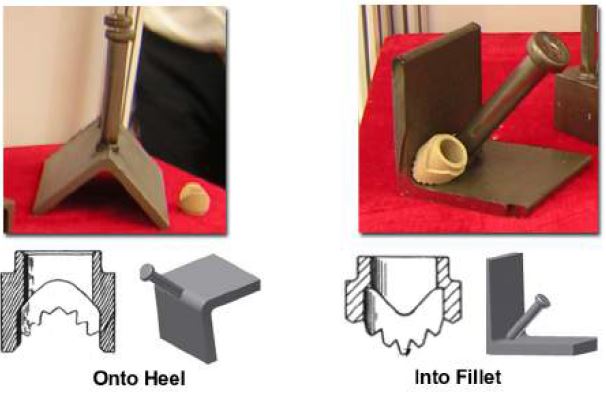
Special Ferrule for Welding Into Fillets and Onto Heels
Studs often need to be welded to the inside or outside of angles. The radius of the tip of these ferrules is important. The radius of the ferrules needs to match the radius on the angle to which the studs are to be welded in order to properly shield the weld arc and prevent the loss of metal.
If the radius and the angle cannot be determined, it is better to select the ferrule with the larger radius since it is less deterimental to have a gap at the center of the angle than along both edges of the angle.
Mechanical Tensile Test & Bend Test
Tension Test is widely used to provide a basic design information on the strength of materials and is an acceptance test for the specification of materials. The major parameters that describe the stress-strain curve obtained during the tension test are the ultimate tensile strength (UTS), yield strength or yield point ![]() , elastic modulus (E), percent elongation
, elastic modulus (E), percent elongation ![]() and the reduction in area (RA%). Toughness, Resilience, Poisson’s ratio
and the reduction in area (RA%). Toughness, Resilience, Poisson’s ratio ![]() can also be found by the use of this testing technique. The tensile test to be used shall be a full-size tensile test. However, if the dimensions of the studs do not allow a full-size tensile test, the test may be carried out on the raw material provided the mechanical properties corresponding to those of the current part of the stud are not modified by the manufacturing process.
can also be found by the use of this testing technique. The tensile test to be used shall be a full-size tensile test. However, if the dimensions of the studs do not allow a full-size tensile test, the test may be carried out on the raw material provided the mechanical properties corresponding to those of the current part of the stud are not modified by the manufacturing process.

AWS D1.1-2015 Standard Mechanical Requirements:
At the manufacturer’s option, mechanical properties of studs shall be determined by testing either the steel after finishing or the full diameter finished studs. Testing: Mechanical properties shall be determined in conformance with the applicable sections of ASTM A370, Mechanical Testing of Steel Products.
BS EN ISO 13918 Testing of Mechanical Characteristics of Studs:
The tensile test to be used shall be a full-size tensile test. However, if the dimensions of the studs do not allow a full-size tensile test, the test may be carried out on the raw material provided the mechanical properties corresponding to those of the current part of the stud are not modified by the manufacturing process.

AWS D1.1-2015 Bend Tests (Studs 7/8 in [22mm] or less in diameter):
Twenty of the welded specimens shall be bend tested by being bent alternately 30 degree from their original axes in opposite directions until failure occurs. Studs shall be bent in a bend testing device, except that studs less than 1/2in [12mm] diameter may be bent using other devices. A stud base shall be considered as qualified if, on all test specimens, fracture occurs in the plate material or shank of the stud and not in the weld or HAZ. All test specimens for studs over 7/8 in [22mm] shall only be subjected to tensile tests.

AWS D1.1-2015 Weld Through Deck Tests:
All 10 of the welds through deck stud specimens shall be tested by bending 30 in opposite directions in a bend testing device, or by bend testing 90 from their original axis or tension testing to destruction in a machine capable of supplying the required force. With any test method used, the range of stud diameters from maximum to minimum shall be considered as qualified weld bases for through deck welding if, on all test specimens, fracture occurs in the plate material or shank of the stud and not in the weld or HAZ.

AWS D1.1-2015 Bend Test:
In addition to visual examination, the test shall consist of bending the studs after they are allowed to cool, to an angle of approximately 30 degree from their original axes by either striking the studs with a hammer on the unwelded end or placing a pipe or other suitable hollow device over the stud and manually or mechanically bending the stud. The bent studs show no sign of failure shall be acceptable for use and left in the bent position.
BS 5400: Part 6: 1999 Bend Tests:
Any stud selected by the Engineer shall be capable of being bent by striking the side of the head of the stud with 6 kg hammer until its head is displaced laterally a distance of approximately 0.25 times the height of the stud from its original position. The stud weld shall not show any signs of cracking or lack of fusion. Satisfactory studs shall not be bent back again.

Stud welding clearly has a range of benefits and functions. However, it is important to use high-quality equipment from a reputable source to ensure stud welding is efficient and the results are reliable. Fasten Enterprises provides a reliable fixing system with high-quality anchor materials complied with ETA European Design Code and Material Specification Standard along with reliable and well-proven technical support and services.


